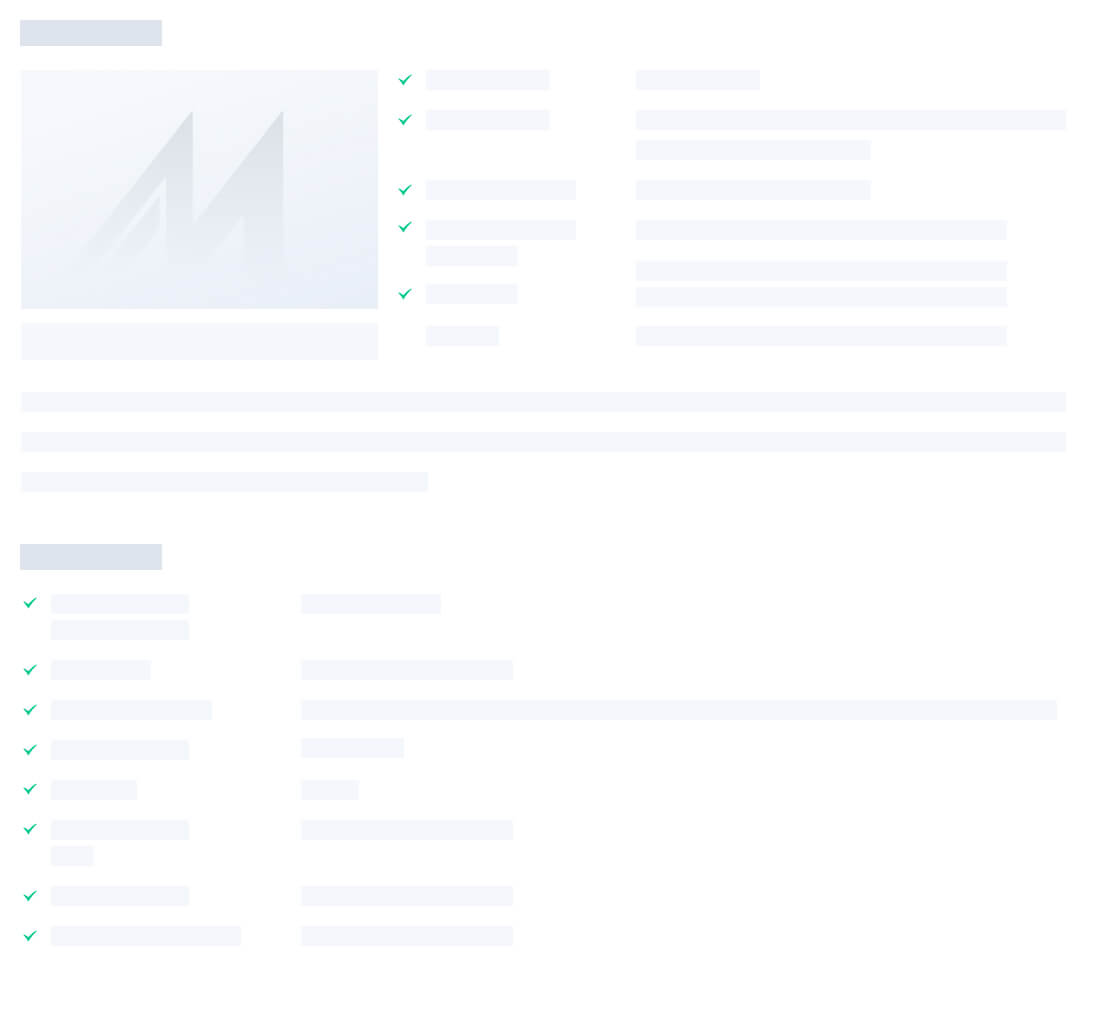
비즈니스 라이센스가 검증 된 공급 업체
|
항목 |
단위 |
데이터 |
|||
|
주입 |
나사 지름 |
mm |
26 |
30 |
- |
|
나사 L/D 비율 |
L/D |
20.9 |
18.1 |
- |
|
|
사출 부피 |
cm3 |
55 |
75 |
- |
|
|
샷 중량 |
G |
50 |
68 |
- |
|
|
사출 압력 |
MPa |
190 |
142 |
- |
|
|
클램핑 |
클램핑 하중 |
kN |
500 |
||
|
오픈 스트로크 |
mm |
260 |
|||
|
금형 두께(최소-최대) |
mm |
100-285 |
|||
|
타이바 사이의 공간 |
mm |
285 × 285 |
|||
|
이젝터 강도 |
kN |
20 |
|||
|
이젝터 스트로크 |
mm |
65 |
|||
|
일반 |
모터 출력 |
kW |
7.5 |
||
|
히터 |
kW |
4.6 |
|||
|
펌프 압력 |
MPa |
16 |
|||
|
기계 치수 |
M |
3.1 × 1.1 × 1.6 |
|||
|
장비 중량 |
T |
1.5 |
|||
|
금형 방향 링 지름 |
mm |
안테나 100 |
|||
|
노즐 반경 |
mm |
SR10 |
|||
냉각 단계, 모터가 작동하지 않아도 되며 전력 소비는 입니다 0.
기존의 사출 성형기와 비교하면 전기를 절약할 수 있습니다 80% 미만
2, 물과 연료 절약
기존의 유압 출력 계통과 비교 시 오일 소모량 감소
1/4/1/3은 식지 않고도 얻을 수 있어 물을 크게 절약할 수 있습니다.
3 , 더 오래 살다 2~3배.
장비 서비스 수명 연장 및 작업 환경 정리
4 , 생산 효율성 향상
빠른 응답 및 높은 효율성
0.05 초 내에 최대 출력을 얻을 수 있는 사출 성형기
50rpm은 최대 140bar까지 가능합니다
높은 반복 정밀도, 원재료 저장
반복 사출 정밀도는 < = 3%에 도달할 수 있습니다
압력이 안정적입니다. 몰딩의 품질을 향상시킵니다
압력 변동 양이 + / - 0.5 미만입니다 바
5, 저속에서 안정적임
특히 저압 및 저유량 작동 성능에서 클로시루프 제어 압력 및 유량을 사용하는 것이 좋습니다
뛰어난 슈팅 고무 속도를 SEC에 비해 1mm 미만이면 크롤링도, 순간작동, 안정성도 높아집니다. 실제 제품 공정 요구 사항에 따라 시스템을 사용하고 , 임의의 압력과 유량을 설정하고 , 과도한 열 발생을 방지하고 , 기존 사출 성형 기계에 비해 오일 온도가 안정적입니다. 또한 압력
동작 시 흐름 자동 보정 , 압력 및 유속의 안정성, 높은 제어 정확도 및 반복 정밀도 유지
6, 장비 서비스 수명 연장 및 작업 환경 정리
소음 방출 감소
낮은 열 및 냉각 에너지 요구량이 낮습니다 .
에어컨을 사용하는 생산 환경에 더 적합합니다
사출 성형기가 정상 상태의 오일 온도 상승으로 부팅합니다 8 °C ~ 10°C 
비즈니스 라이센스가 검증 된 공급 업체